Arguably the most successful, certainly the most prolific manufacturer of player pianos in history, the Gulbransen Co. mass produced player pianos in Chicago Illinois. Established by the innovative Axel Gulbransen in 1904, by the late teens Gulbransen was the largest player piano manufacturer in the world. The Gulbransen 'Registering Piano' and trademarked 'Easy to Play' baby logo, was one of the best known brands of it's time and one of the best known trademarks in the world.
Gulbransen pianos were well built and high quality despite being produced en mass. The player system utilizes very small channels in the pneumatic board to minimise the suction required to run the player pneumatics, this allows a minimal pedalling requirement to achieve full sounding music. With a well restored Gulbransen player, you may literally feel each note play through your feet on the treadles. If there were awards for efficiency, the Gulbransen would win hands down.
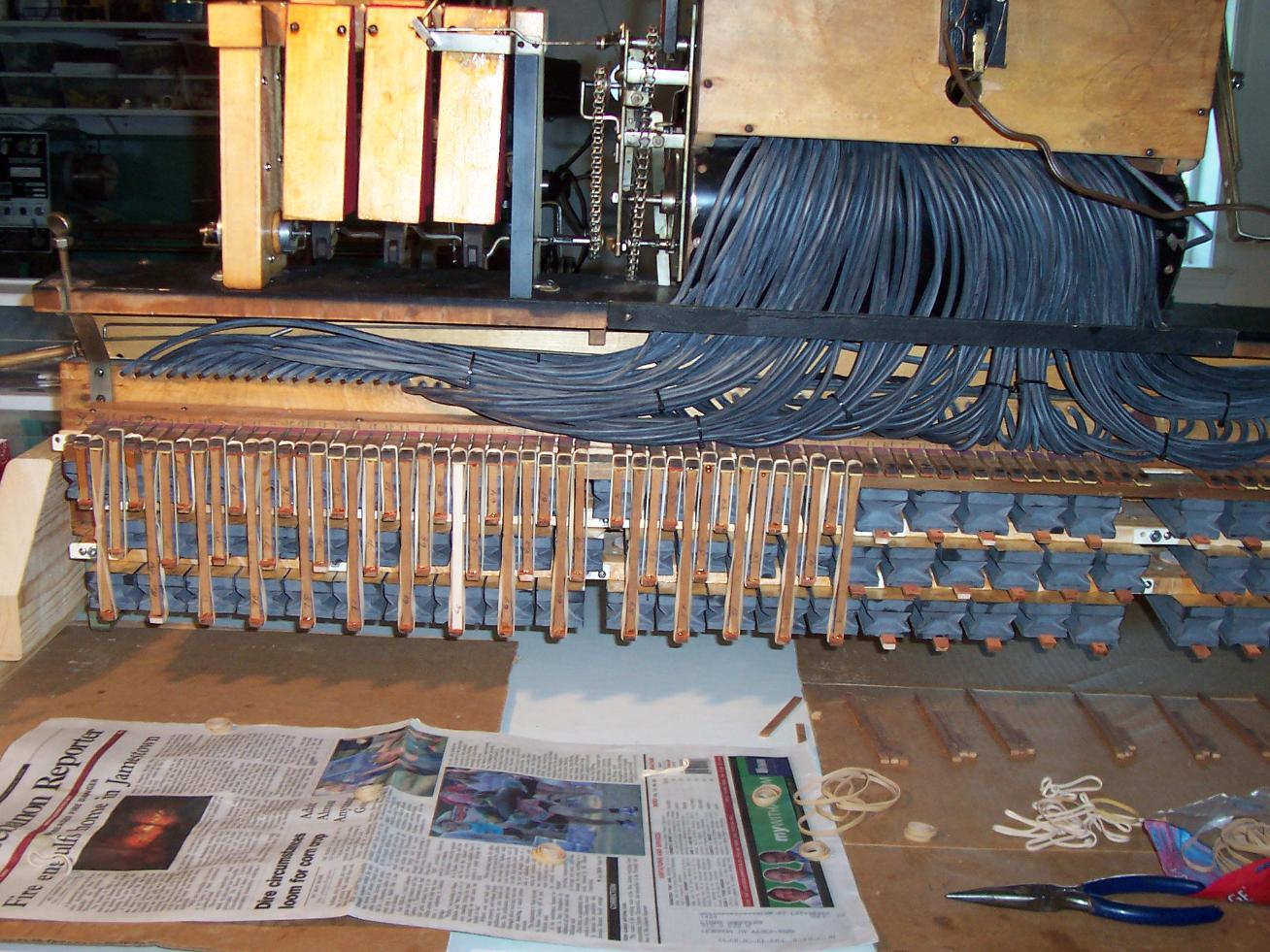
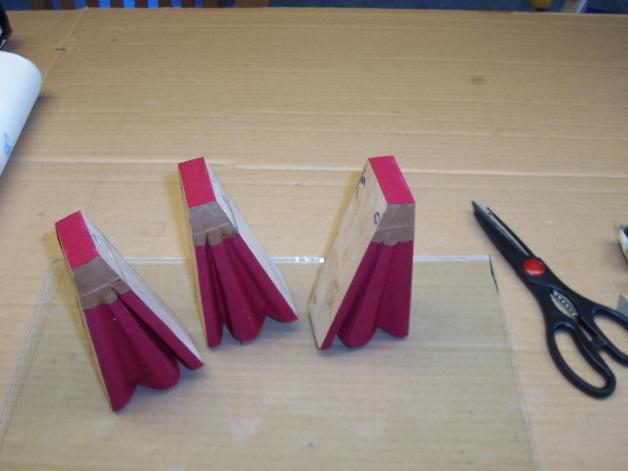
Originally each of three pneumatic boards (housing the valve assemblies) were glued to the vacuum chest and while this made for an extremely airtight stack, it was and is equally difficult to separate and repair. These glued stacks may be recognised by the lack of screws on front of the pneumatic board and are not recommended for inexperienced restorers. When a stack was returned for service during the 10 year warranty period, the faulty stack was burnt and a brand new stack delivered to the customer. Later stacks have unit pneumatics screwed to the chest and are easier to restore, bearing in mind that each unit must be split in order to effect replacement of valve faces, pouch, and recovering of the pneumatic. This screwed unit pneumatic system, was introduced as far more cost effective from a service point of view, as one single faulty pneumatic could be easily replaced and did not necessarily condemn the entire stack.
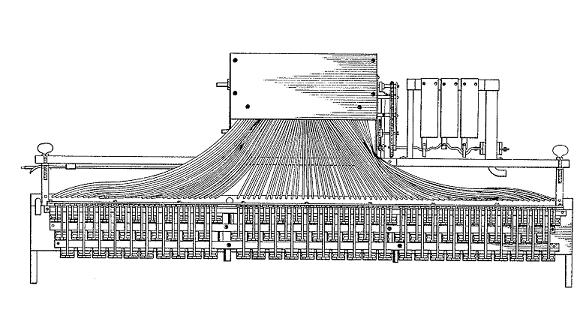
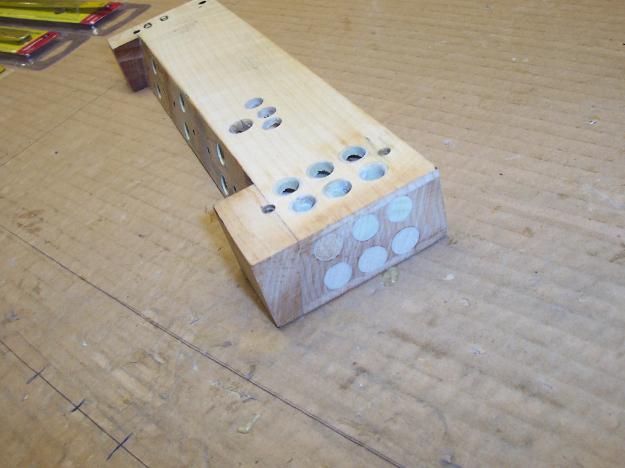
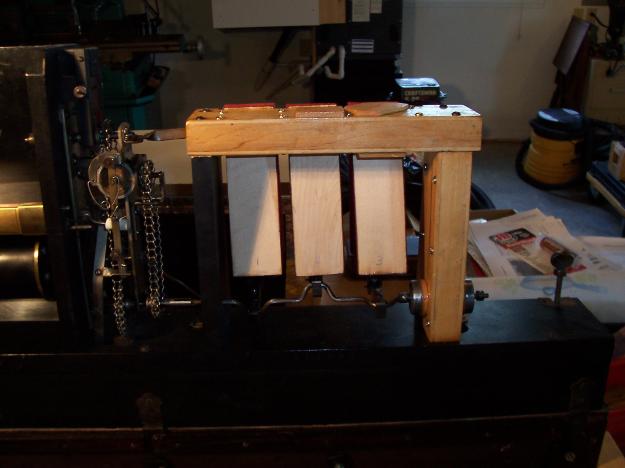
In fact, an economy of all the player systems were effected by Gulbransen. The foot pump is small in comparison to similar systems and controls such as the motor governor and rewind stack shut-off pneumatics, are attached directly to the wind chest. All directly attributed to the restriction of vacuum channels, as previously mentioned. The wind motor is a compact three hinged double pneumatic unit with rotary valve to open and close all three double pneumatics. It works smoothly and with a slight 'chugging' sound as the valve works.
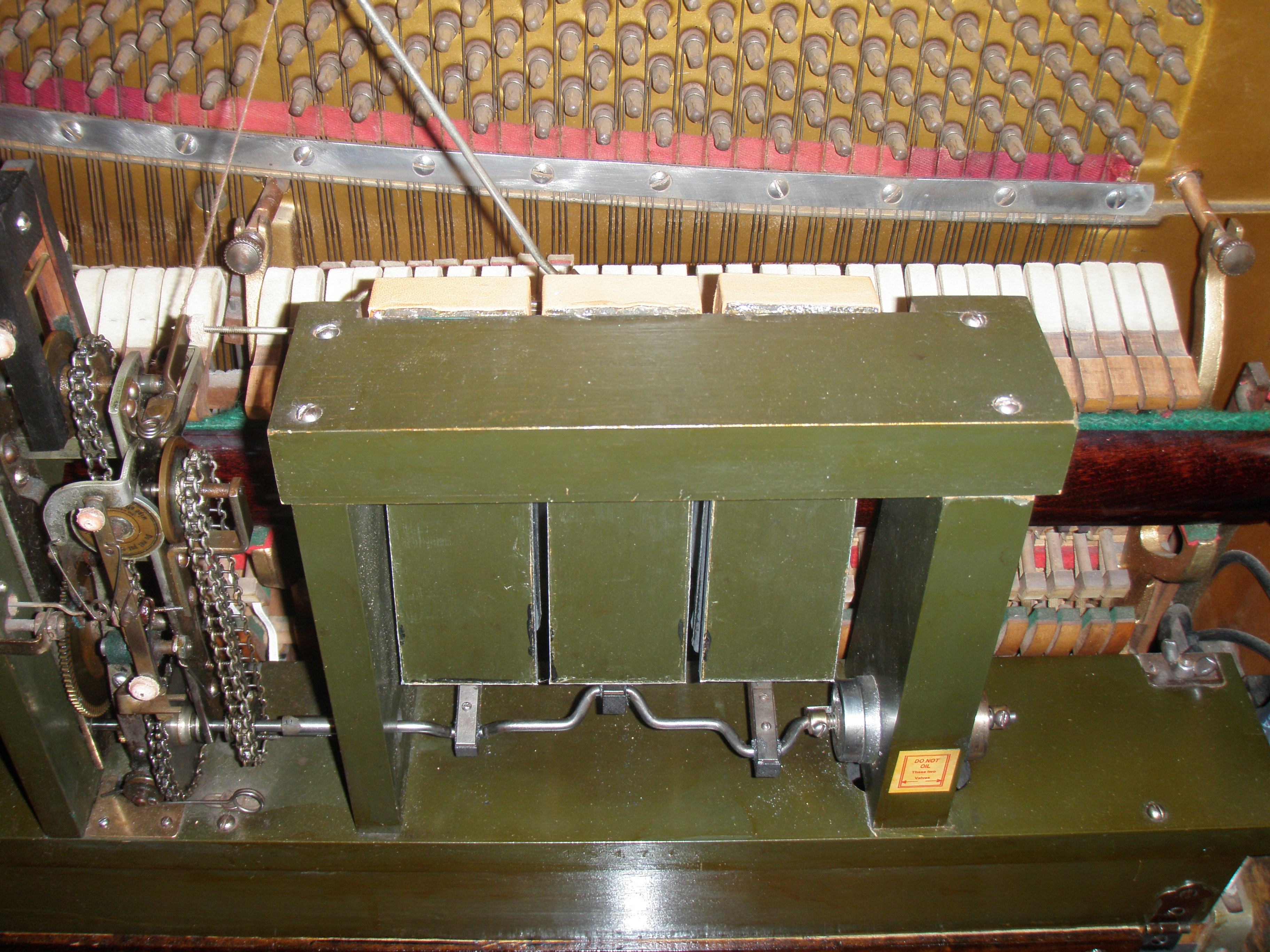









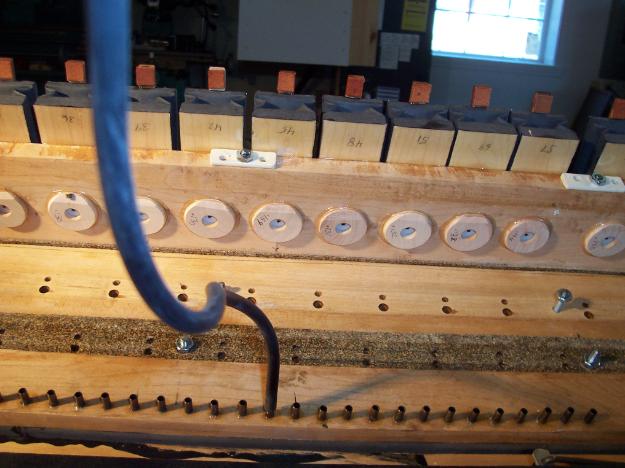
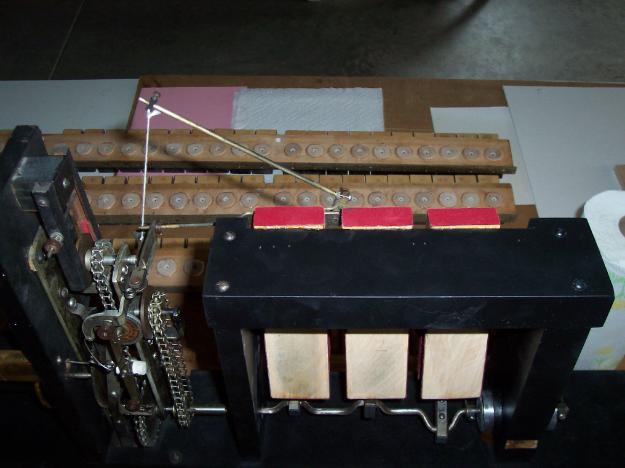
As you can see in the above photo, the linkage starts at the left side stack shut off pneumatic. The linkage is fastened to the stack shut off valve by way of a set screw. The linkage then continues to the right side, where it links the rewind accelerator valve. When the shut off valve is activated by the pneumatic, it opens the right side accelerator valve. When the pneumatic is at rest, the right side accelerator valve is closed, allowing for adjustment of the valve position to closed, via the set screw.
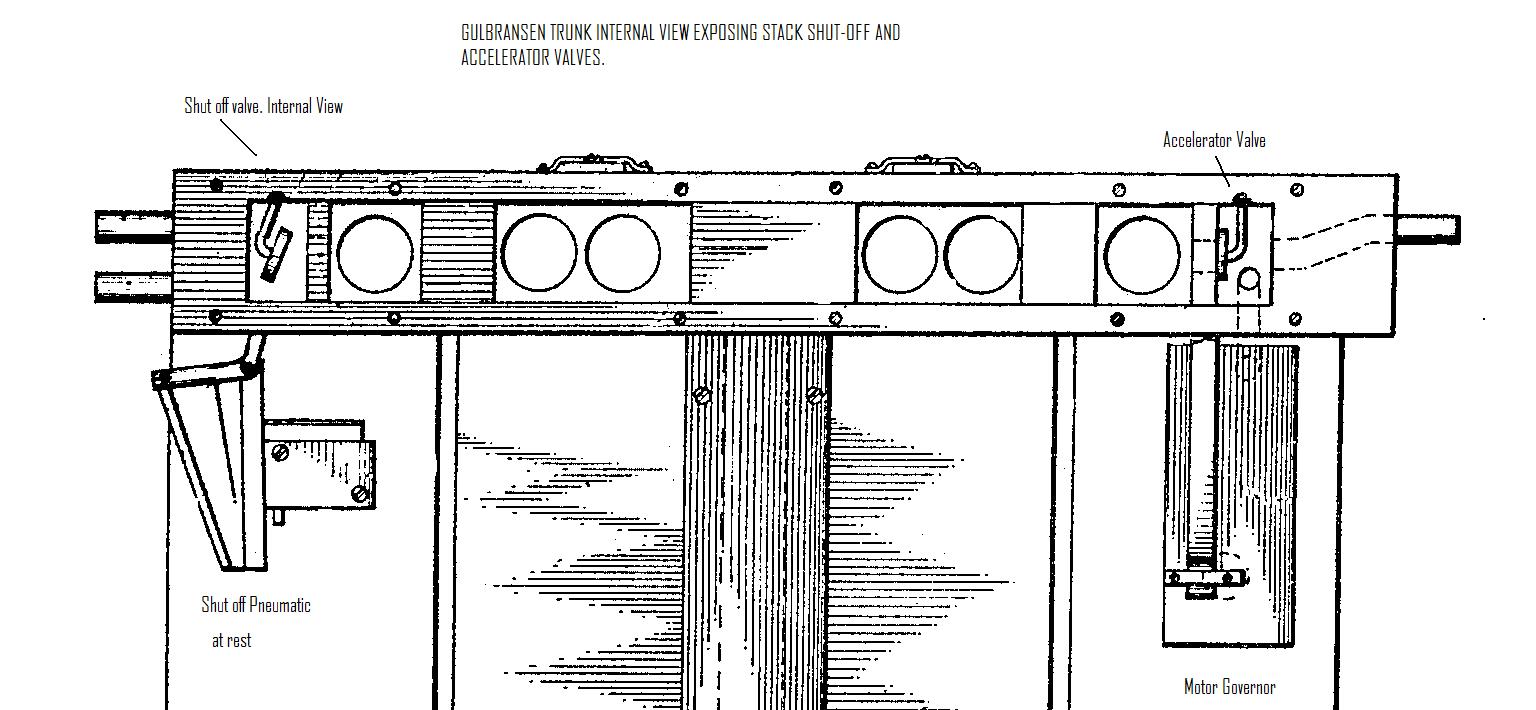
The Gulbransen also features a fast forward control in the spoolbox under the take up spool. By activating this pallet valve (marked 'silent'), the transmission continues in play, but the linkages are activated by the shut-off pneumatic to shut off the stack, and open the accelerator for fast forward. Both of these valves must work in tandem, therefore correct adjustment will result in a properly working machine.
Axel Gulbransen went together with a partner and formed the Gulbransen-Dickenson Co. in Chicago around 1904. When they went into players they were OK, but nothing special, sort of a watered down Standard Pneumatic Action (Autopiano) design, as was the Story & Clark series for many years. [The Reprotone was more like a Simplex but with the valves in boards, and very different in design from the older ones. It was part of their 3 piano 'Miniature Player Piano" series which had the pedal player, the Repro-Phraso (pedal/elec.) with manual solo devices, and the Reprotone - possibly a Recordo but I've never seen one advertised. The Repro-Phraso might have had the Recordo on the electric versions of that style.]
They coined the word "Registering" piano to make it sound like "Reproducing" and with an 80 key action, they could play Ampico rolls, for example. (My 1929 Reprotone has a cutoff system: 3 keys for "reproducing" rolls and 5 keys for full "88-Note" rolls.) The valve boards of the Gulbransen-Dickenson lines were changed to unit valves, and there were 2 years (when most were sold) when Gulbransen stacks were glued together. Supposedly, you could buy a replacement stack from inventory until about 1940, piano men once told me - and not bother with re-building. After the glued together line ended, around 1925, the same player re-emerged, but with removable unit valves. Most surviving Gulbransen players here are the early style - mentioned - or the removable unit valve kind.






























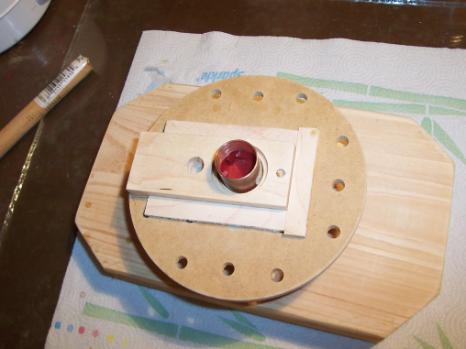
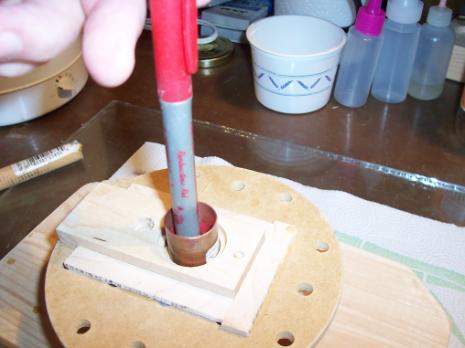
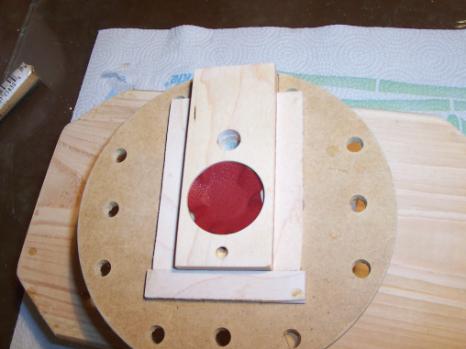
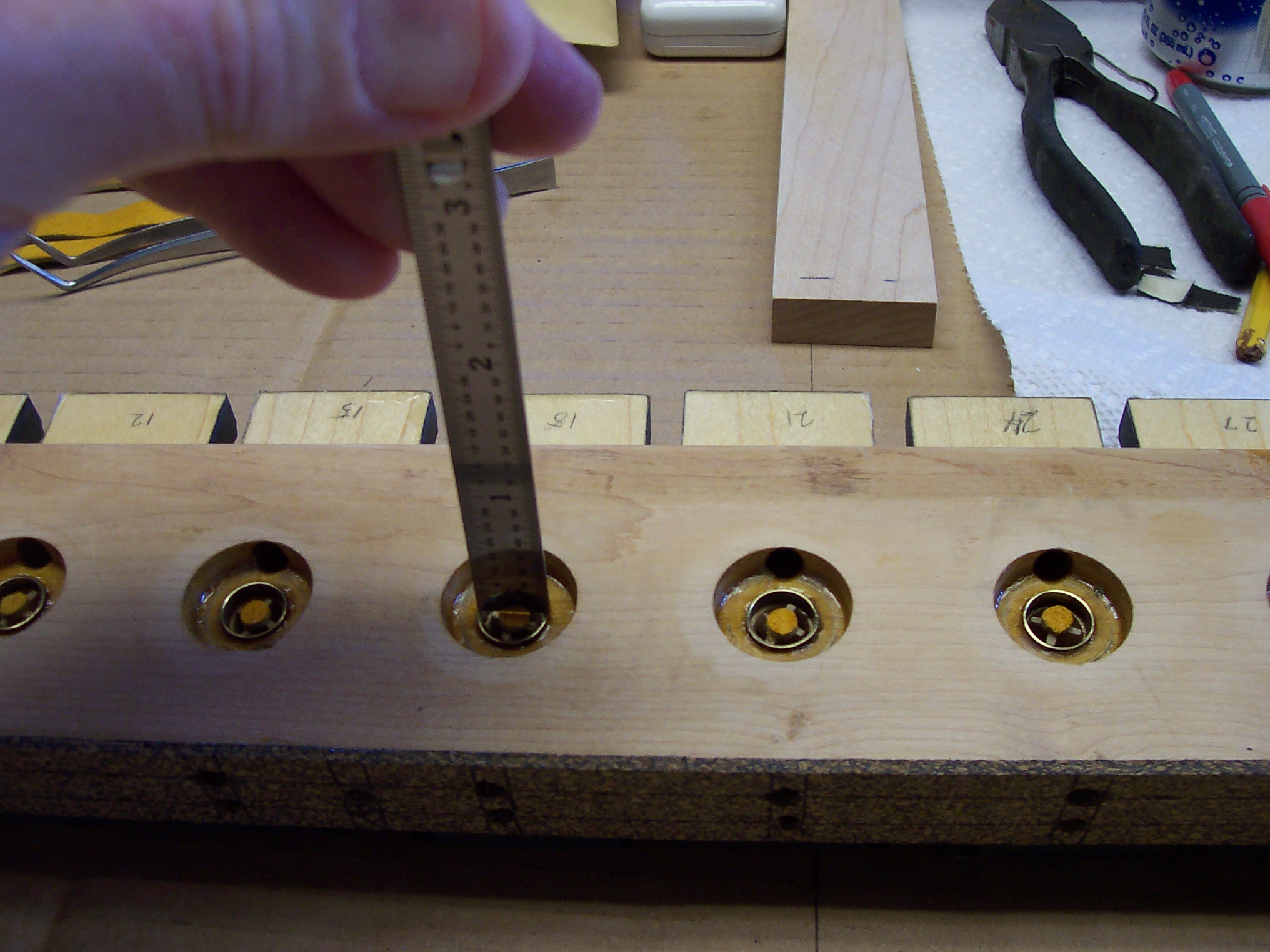
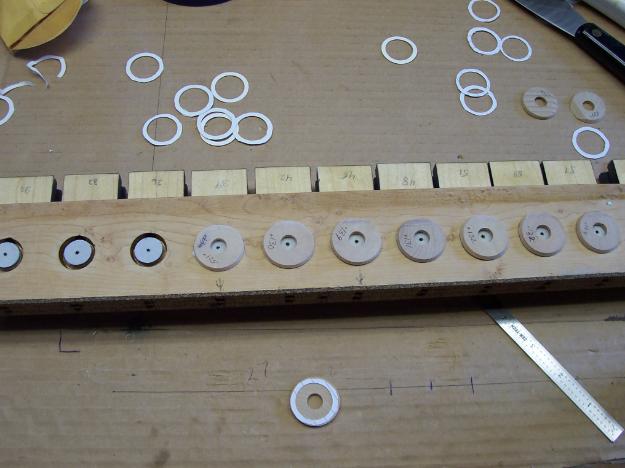
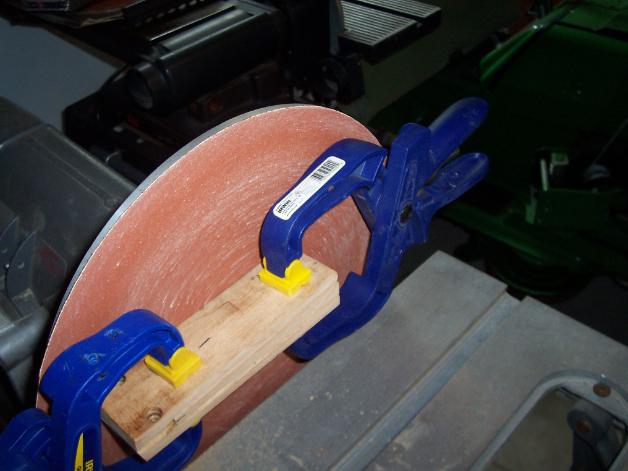
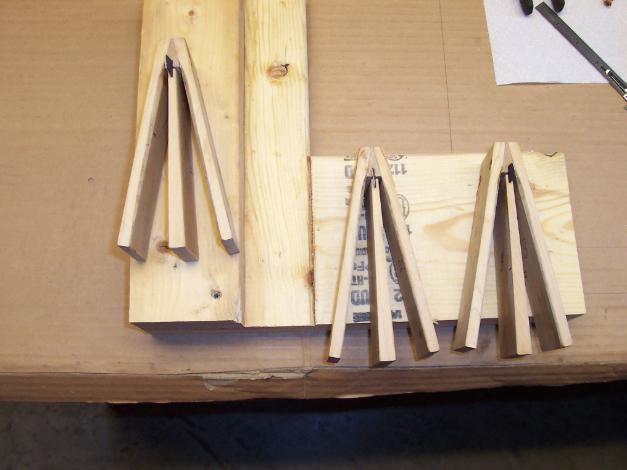
Mike has developed a simple and extremely effective method to set pouches, as set out below:







































Audio.mp3